
























Aktualūs CNC apdirbimo klausimai

Tikslus apdirbimas gali pakelti bet kokį gamybos procesą į kitą lygį. Tai gali padaryti stebuklus, kad padidintų veiklos efektyvumą, sumažintų apyvartos laiką ir sumažintų gamybos sąnaudas. Kas tai žino geriau nei vienas iš pagrindinių Kinijos CNC tekinimo ir frezavimo komponentų gamintojų, turintis 15 metų patirtį? Nuo tada BMT tiekia išskirtines tikslumo dalis pramonės šakoms.
Mechaninio apdorojimo vibracijos prevencija ir valdymas:
Pašalinti arba susilpninti sąlygas, sukeliančias apdirbimo vibraciją; Pagerinti proceso sistemos dinamines charakteristikas, siekiant pagerinti proceso sistemos stabilumą, naudojant įvairius vibracijos slopinimo įrenginius
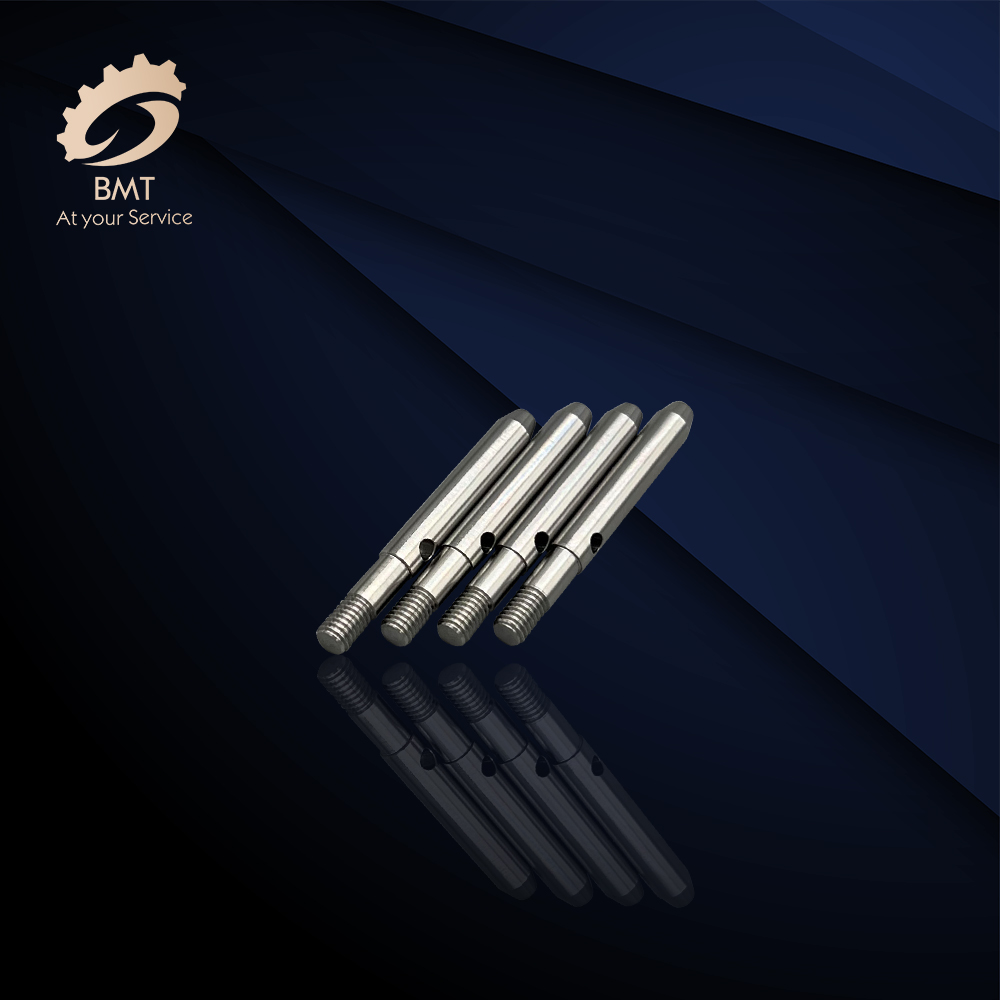
Produkto aprašymas










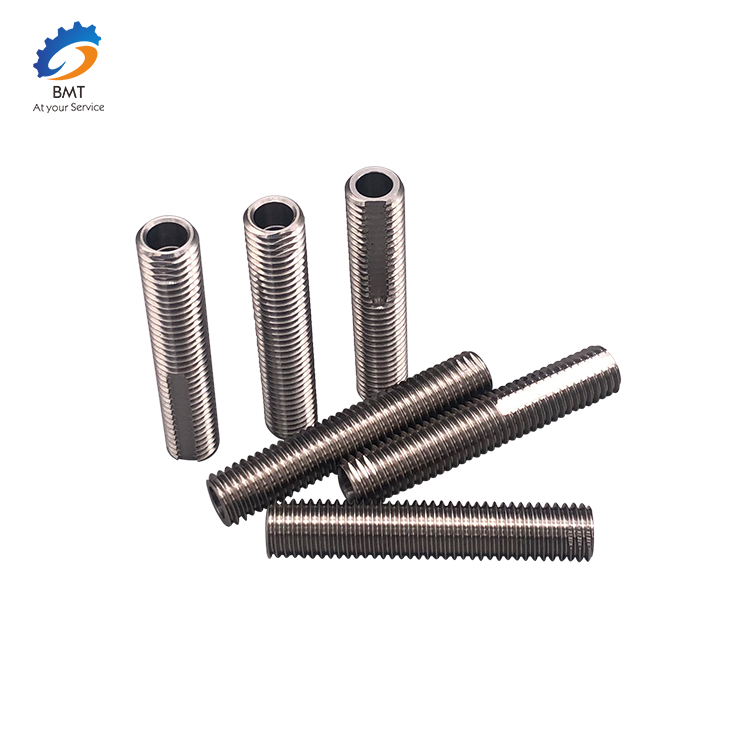








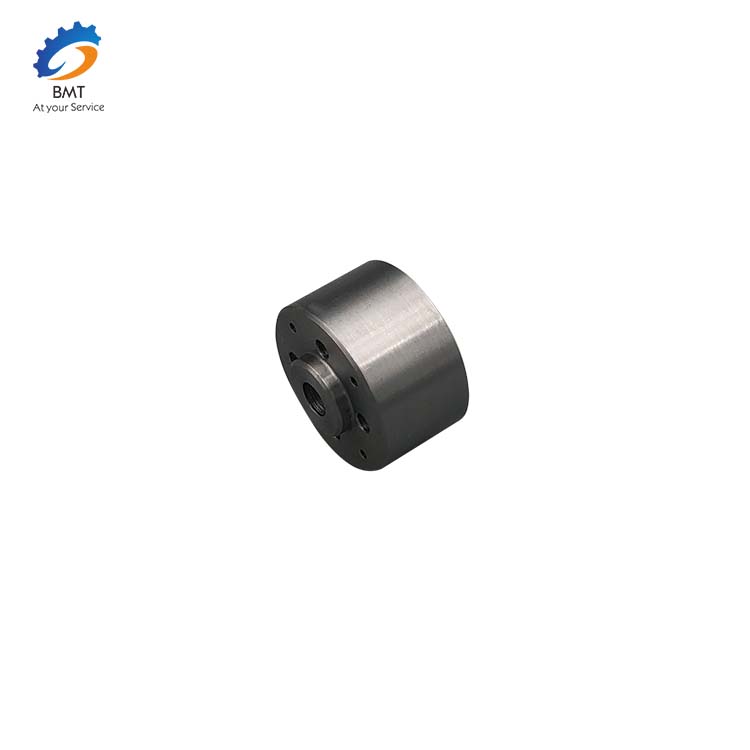





Kodėl verta rinktis mūsų CNC apdirbtas dalis?


Grubus etalono pasirinkimo principas? Tikslaus etalono pasirinkimo principas?
Neapdorotas etalonas:
1. Abipusių pozicijų reikalavimų užtikrinimo principas;
2. Protingo apdirbamo paviršiaus apdirbimo naštos paskirstymo užtikrinimo principas;
3. Patogaus ruošinio suspaudimo principas;
4. Principas, kad grubus atskaitos taškas apskritai neturėtų būti naudojamas pakartotinai
Puikus etalonas:
1. Numatinių taškų persidengimo principas;
2. Vieningo lyginamojo indekso principas;
3. Abipusio lyginamojo indekso principas;
4. Savarankiško etalono principas;
5. Lengvo prispaudimo principas.


Kokie yra procesų sekos principai?
a) Pirmiausia apdorokite atskaitos taško lygį, o tada apdorokite kitus paviršius;
b) puse atvejų pirmiausia apdorojamas paviršius, o po to apdorojama skylė;
c) Pirmiausia apdorojamas pagrindinis paviršius, o vėliau apdorojamas antrinis paviršius;
d) Pirmiausia sutvarkykite grubią apdirbimą, o paskui – apdailos procesą.
Kaip padalinti apdorojimo etapą? Kokie yra apdorojimo etapų padalijimo pranašumai?
Apdorojimo etapo padalijimas:
1) grubus apdirbimo etapas
2) Pusiau apdailos etapas
3) Apdailos etapas
4) Tikslus apdailos etapas

Tai gali užtikrinti pakankamai laiko pašalinti šiluminę deformaciją ir liekamąjį įtempį, kurį sukelia grubus apdirbimas, kad būtų pagerintas tolesnio apdirbimo tikslumas. Be to, neapdoroto apdorojimo etape aptiktų ruošinių defektų nebūtina apdoroti kitame apdorojimo etape, kad būtų išvengta atliekų. Be to, racionalus įrangos, mažo tikslumo staklių naudojimas grubiai apdirbant tikslias apdailos stakles, siekiant išlaikyti tiksliųjų staklių tikslumo lygį; Protingas žmogiškųjų išteklių išdėstymas, aukštųjų technologijų darbuotojai, besispecializuojantys preciziškame itin preciziškame apdirbime, o tai labai svarbu siekiant užtikrinti gaminių kokybę, gerinti technologijų lygį.